


.jpg?width=500&height=500&name=%E8%B6%85%E5%A4%A7%E5%9E%8B%E4%BB%95%E6%A7%98%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3%20(1).jpg)










%E3%83%9A%E3%83%BC%E3%82%B8%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3.jpg?width=500&height=500&name=_%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC(%E4%BD%9C%E8%A3%BD%E4%BE%8B)%E3%83%9A%E3%83%BC%E3%82%B8%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3.jpg)



.jpg?width=500&height=500&name=%E5%90%B8%E7%9D%80%E3%83%91%E3%83%83%E3%83%88%E3%81%AE%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%20(1).jpg)



%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg?width=500&height=500&name=%E3%83%AF%E3%83%B3%E3%82%BF%E3%83%83%E3%83%81%E3%82%A2%E3%82%BF%E3%83%83%E3%83%81%E3%83%A1%E3%83%B3%E3%83%88%7C%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC%20(%E5%8F%96%E5%87%BA%E6%A9%9F%E5%81%B4)%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg)
%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg?width=500&height=500&name=HC15BPX%7C%E3%83%AC%E3%83%90%E3%83%BC%E3%83%81%E3%83%A3%E3%83%83%E3%82%AF(%E3%83%95%E3%82%A3%E3%83%B3%E3%82%AC%E3%83%BC%E3%83%84%E3%83%BC%E3%83%AB%E4%BB%98)%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg)




自動金型温度調節機
HMC-FAeシリーズ
大温度差システム搭載インバータ金型温調機








_page-0001.jpg?width=400&height=277&name=%E9%87%91%E5%9E%8B%E3%81%AF%E7%86%B1%E4%BA%A4%E6%8F%9B%E5%99%A8-%E5%B0%84%E5%87%BA%E6%88%90%E5%BD%A2%E3%81%AE%E9%87%91%E5%9E%8B%E6%B8%A9%E5%BA%A6%E8%AA%BF%E7%AF%80%E6%A9%9F%E9%81%B8%E5%AE%9A%E3%81%AE%E8%80%83%E3%81%88%E6%96%B9Part1%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%7C20220928%E3%82%BB%E3%83%9F%E3%83%8A%E3%83%BC%E7%94%A8%20(1)_page-0001.jpg "金型は熱交換器-射出成形の金型温度調節機選定の考え方Part1|株式会社ハーモ|20220928セミナー用 (1)_page-0001")




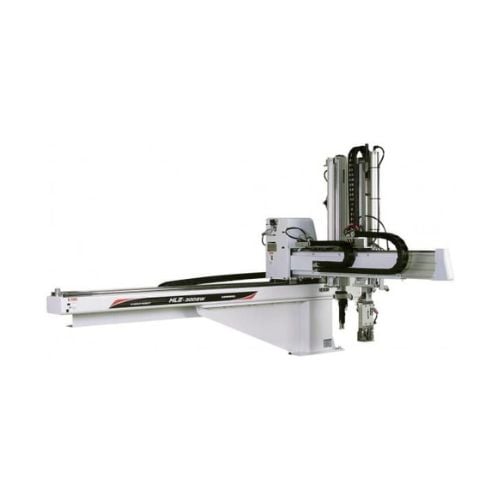
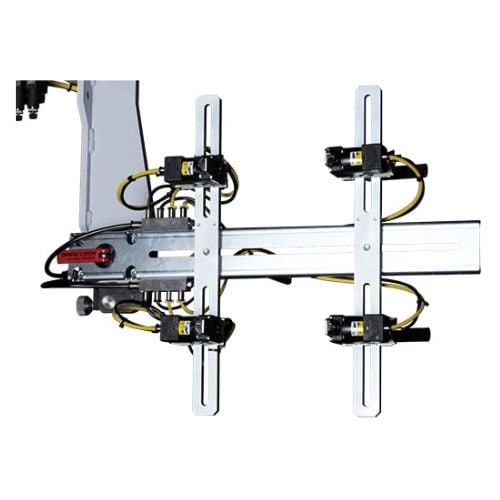
取出ロボットの定期点検をお薦めします
安定生産のためにハーモがサポート
取出ロボットの急なトラブルを未然に防ぐためには、定期的な点検による予防保全が不可欠です。ハーモのサービス担当がお客様の取出ロボットを定期的に点検し、必要な部品交換や修理をご提案いたします。
また、成形現場の自動化や射出成形機の安全規格である『JIS B6711』の改訂など、プロならではの視点でお客様の生産に役立つサポートをいたします。お困りごとがございましたら、お気軽に担当各営業所にご相談ください。

取出ロボット点検診断サービスのお問い合わせ
お近くの営業所にお問い合わせください。
射出成形に関するコンテンツ
射出成形について
射出成形の原理、基本機構、成形工程、成形機の種類、プラスチック樹脂の種類など、プラスチック成形にまつわる基礎知識をまとめています。詳しくは下記ページをご覧ください。
樹脂不足について
樹脂不足や樹脂価格高騰などの環境変化は射出成形加工業者様にとって大きな課題です。代替品樹脂の検討やリペレット化の推進、リサイクル率向上など、詳しくは下記ページをご覧ください。
成形不良について
株式会社ハーモでは射出成形の不良対策にお応えしています。成形周辺機器を工夫することで不良改善を実現し、品質向上を目指せることもあります。お気軽にご相談ください。詳しくは下記ページをご覧ください。
ゲートカットについて
ニッパ専門家に取材した射出成形のゲートカットの基礎知識のほか、待機ニッパによるゲートカット位置設定の課題 、ワンタッチ待機ニッパなど、段取り時間短縮についてまとめています。詳しくは下記ページをご覧ください。